




基礎彎管教程
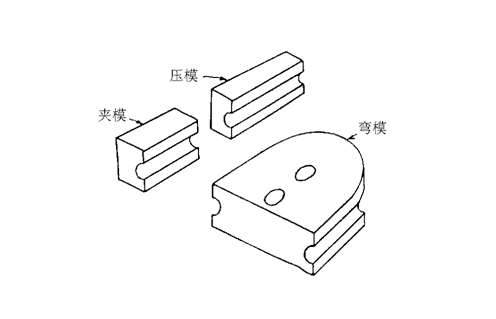
圖3 基本主要工裝
主要基本工裝——開了槽的彎模、夾模和壓模組成彎管必須的主要工裝(見圖3)。彎模防止管件變形并幫助形成指定的彎曲半徑。夾模在彎曲過程中固定管件位置。壓模將管子送入彎模。
參考表1,決定無芯棒彎管的最小中心線半徑。此表不考慮材料的不同,只考慮管子直徑、管壁厚度和中心線彎曲半徑。
|
|
無芯棒彎管最小彎曲半徑(英寸) |
||||||
|
.035 |
.049 |
.065 |
.083 |
.093 |
.120 |
||
|
管子直徑 |
3/16 |
5/16 |
1/4 |
3/16 |
-- |
-- |
-- |
|
1/4 |
1/2 |
3/8 |
5/16 |
-- |
-- |
-- |
|
|
5/16 |
7/8 |
3/4 |
5/8 |
-- |
-- |
-- |
|
|
3/8 |
1 1/2 |
1 1/4 |
1 1/8 |
1 |
-- |
-- |
|
|
1/2 |
2 1/4 |
2 |
1 3/4 |
1 1/2 |
-- |
-- |
|
|
3/4 |
4 |
3 |
2 1/2 |
2 |
-- |
-- |
|
|
1 |
8 |
6 |
4 |
3 |
2 |
2 |
|
|
1 1/2 |
-- |
-- |
12 |
10 |
8 |
6 |
|
|
2 |
-- |
-- |
-- |
24 |
20 |
16 |
|
|
2 1/2 |
-- |
-- |
-- |
-- |
24 |
20 |
|
|
3 |
-- |
-- |
-- |
-- |
-- |
25 |
|
表1
回彈控制——不用芯棒時回彈很厲害。這在選擇彎模時就要考慮。術語“回彈”是指加工成型后金屬的回復原形趨向。根據彎曲半徑的不同,回彈會使管子回復2到10度,也可能增加管子的彎曲半徑。彎曲半徑越小,回彈越小。回彈受壓模位置和壓力的影響(見圖4)。這一方法使同一彎模產生不同的半徑。
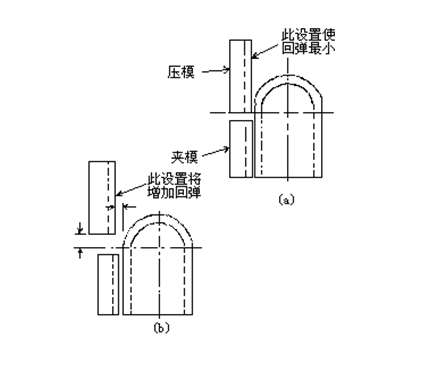
圖4-回彈控制
扭曲或有皺折的彎——管子可能發生扭曲或皺折,如圖5。這可能是因為材料硬,不向彎曲內徑收縮。不能收縮的管材,向管子中心線內凹。(如材料不是太硬)這種情況可按圖4設置工裝來改進。如是在表1的范圍以內,管子有皺折可以使用插入式芯棒(圖6)。

圖5-扭曲或有皺折的彎
芯棒在(遠離切點)靠后的位置將無法在彎的外側充分拉伸材料;因此沒有足夠的材料從A拉伸到B,對材料形成張力。在A和B的力此時與圖7相反,有將彎打開的趨勢。所以芯棒的位置會引起極大的回彈,會減小彎曲的角度,也可能增加半徑。當半徑加大了,應把芯棒(向切點)推進。調整芯棒的設置沒有現成的公式。顯然,當回彈角度大于3度,芯棒過于靠后而管子的彎曲半徑將大于彎模。
如管子一直斷裂,可能表明材料太硬。硬質材料無法充分拉伸。用剛完全退火的材料可解決。芯棒設置太靠前或管子在壓模中有小小的滑動,都會發生斷裂。滑動問題以后討論。
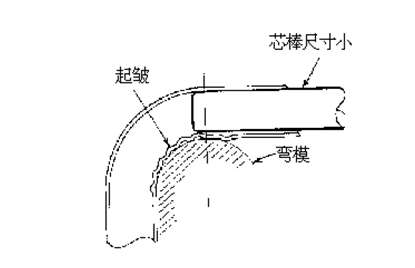
圖8-芯棒尺寸偏小
芯棒太靠后——芯棒稍稍往前,前部不產生皺紋但開始在切點后部產生。芯棒位置仍不夠靠前以在內側產生必要的壓力,收縮材料。彎曲可能開始光滑,但當彎過約20度時,材料后退在A處產生波紋(如圖9)。在芯棒和彎模間該波紋不斷產生并受壓。但波紋不會完全消失。從彎模取下彎好的管子,在A處會有一個較大的皺折。有必要再推進芯棒,直到材料不會在芯棒和彎模間受擠壓。圖10說明芯棒不完全推進的后果。
圖9-芯棒太靠后
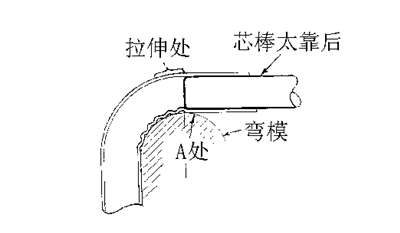
圖10-芯棒未完全推進
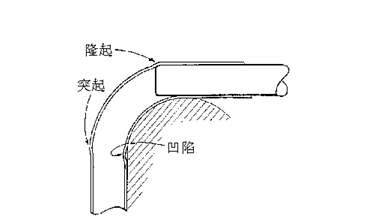
芯棒太靠前——芯棒太靠前有幾個后果。在彎外側切點末端處會有凸起,彎內側切點開始處會有一個凹陷。這些變形在一根管子上例舉。但由于芯棒形狀和彎曲半徑的不同,不總是同時出現。凸起顯然是由芯棒引起的。凹陷因為芯棒將管子撬離彎模而形成。
插入式芯棒不貴,易于保養且拖動小。帶球芯棒用于半徑小、壁薄的管子,或者質量要求高的場合。使用插入式芯棒,夾模的長度應至少為管子直徑的3倍。
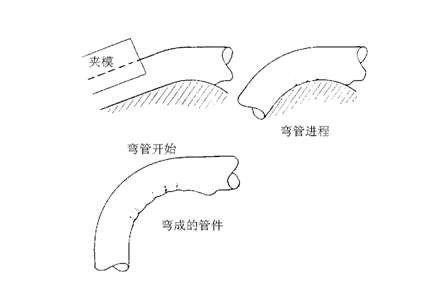
圖11-芯棒太靠前
使用帶球芯棒和防皺板彎管
這些工裝一起討論。雖然它們功能不同,但結合使用。當管徑與壁厚之比大于彎指定半徑的數值時,必須用這些工裝配合基本工裝(見表3)。防皺板用于防止皺紋。帶球芯棒和插入式芯棒功能一樣。這些球主要用于防止管子離開芯棒棒后裂開。
彎小彎或壁薄的管子時,前面所討論的問題變得更加突出。壓縮過程中要保持材料不變形更加困難。壓力很大以至于材料向切點后擠壓,該部位不受彎模支撐而產生皺折(見圖10)。該部位必須受支撐,材料才能壓縮而非產生皺折;這正是防皺板的主要作用。注意,皺紋形成后無法消除它們;防皺板只能防止它們。
當彎曲半徑比表2所示小且/或管壁比表2所示薄,則必須使用球型芯棒和防皺板。表3說明何時需用單球芯棒和防皺板。如彎曲半徑比此表中的更小,需用2個,3個或更多的球。
|
|
單球芯棒彎管最小彎曲半徑(英寸) |
||||||
|
.035 |
.049 |
.065 |
.083 |
.093 |
.120 |
||
|
管子直徑 |
1/2 |
1/2* |
1/2* |
-- |
-- |
-- |
-- |
|
5/8 |
5/8* |
5/8* |
-- |
-- |
-- |
-- |
|
|
3/4 |
3/4 |
3/4* |
3/4* |
-- |
-- |
-- |
|
|
7/8 |
1 1/4 |
1 1/8 |
1* |
-- |
-- |
-- |
|
|
1 |
1 3/4 |
1 1/2 |
1 1/4 |
1 1/8* |
-- |
-- |
|
|
1 1/8 |
2 1/2 |
2 |
1 3/4 |
1 1/2 |
-- |
-- |
|
|
1 1/4 |
3 7/8 |
3 1/2 |
3 |
2 1/2 |
2 |
-- |
|
|
1 1/2 |
5 |
4 1/4 |
3 3/4 |
3 1/4 |
2 3/4 |
2 1/4 |
|
|
2 |
9 |
8 |
7 |
6 |
5 |
3 1/2 |
|
|
2 1/2 |
12 |
10 1/2 |
9 1/4 |
8 |
6 1/2 |
5 |
|
|
3 |
15 |
13 |
11 |
10 |
9 |
8 |
|
*表示不需要防皺板
表3
薄壁管彎制
要彎制管壁很薄的管子的要求近年來更加普遍。薄壁管彎制還外加等于管子外徑的極小中心線彎曲半徑(1×D)。新開發的合金非常難以彎制,使問題更加復雜。少數同行高手成功地迎接這一挑戰。
已經開發出復雜的拉式彎管技術生產以下薄壁彎管:
l l 321不銹鋼2-1/2” O.D.×.012管壁3” 中心線半徑90度
l l AM 350 CRES 鋼1-1/2”O.D.×.028 管壁 1-1/2” 中心線半徑180度
l l 鈦A40 4”O.D. ×.035 管壁 6”中心線半徑90度
l l Hastalloy3-1/2” O.D.×.028管壁 3-1/2” 中心線半徑45度
l l Inconel X1-1/2” O.D.×.018管壁 1-1/2” 中心線半徑90度
l l 鋁6061T6-0 2”O.D. ×.028 管壁 1-3/4” 中心線半徑90度
l l 304不銹鋼7” O.D.×.035管壁 7”中心線半徑180度
好的彎管機并不考慮是否可以完成一個有難度的彎,而是考慮經濟上是否合算。想象中最難的彎也是可以完成的,但其生產成本過高。
為便于彎制這類管件,管材要經過周到的考慮。完成某項工作所需的全部材料應從一個供應商處購進,最好是同一批的,從而有助于保持管子尺寸和性質的一致。應考慮購買高價位,小公差的管材。這通常能成倍節約附加的成本。有時必須在彎管前先定徑。如管子的內壁不平,彎管前電拋光內徑不失為明智之舉。彎管時必須非常小心地保護拋面。
管子在芯棒上的滑動必須恰當穩定,中間的空隙不超過管壁的10% 到15%。與外面4件模具的間隔也一樣。管材樣本中材料的規格和性質十分有用。比如,柔軟度和延伸率可能表明是否需要用特殊的彎管方法。
彎管機有很多種,但善于彎薄壁,1×D管件的只有2到3種。即便是最適合彎制這種特殊彎的彎管機,也必須在很好的狀態,而且足夠大,以保證堅固。應消除在彎管中其部件的任何可以感覺到的震動。機器的心軸總誤差必須小于.0005英寸。芯棒桿應盡可能地粗,以減少本身的延長。
要有全面的控制裝置。機器應在閉合夾模和壓模時也能夠伸縮芯棒。液壓驅動的壓模較為理想。該系統的一大特點是,為不同管壁的管子提供的壓力相同。
可能需要特殊的設備,也要加以考慮。有時用氣壓或油壓可有助于防止材料在芯棒球之間變平和/或凹陷。如彎管使用氣壓或油壓,為了安全起鑒顯然要非常當心。由于危險,而且因為更好的芯棒(萬向薄壁彎系列)的開發,這種系統的使用已大大減少。
對芯棒振動器的需求在增加。這種設備在彎管時伸縮芯棒。每分鐘的行程和節拍可以調整。振動芯棒防止管子變形和夾住芯棒球。這有助于將管壁變薄減到最少,防止變形,消除芯棒隆起。
還有壓模助推。它抵消壓模、芯棒和防皺板的拉力。它將管子推進至彎管區域,防止管壁變得很薄。
如沒有壓模助推,變薄一般為外壁延伸率的3/4。因而,一根2英寸的管子要彎成3英寸的中心線半徑將變薄約25%,該彎的橫截面如圖12*所示。因為壓應力通常大于張力,中軸將在幾何中軸內側,而且由于變形程度與到中軸的距離成正比,彎外側的變薄將大于內側的變厚。
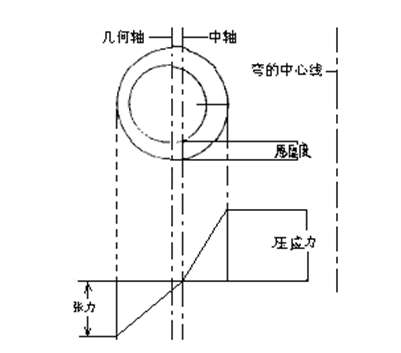
圖12 管子橫截面
要減少變薄,有必要將中軸向彎的外側移。如中軸與外壁重合就不會變薄,而內側會變厚。一種方法是在彎管前先將管子壓縮;這將調整受壓變形如圖13*。
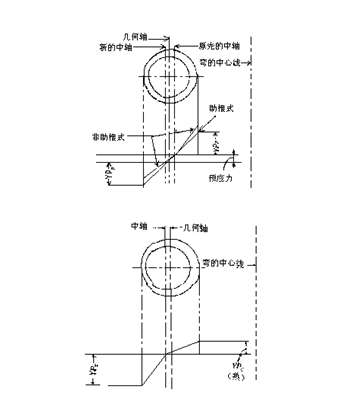
圖13 管子橫截面
移動中軸的另一種方法是減少壓力。做法是加熱將形成彎內側的部分,形成如圖14*所示應力模式。
如同時使用這些方法,將大大減少變薄。由于無須將變薄減少至大大低于12%,可以通過使彎管半徑接近來達到上面的效果。壓模助推應能夠分別或同時推進壓模和管子。
一些彎管機有類似的裝置,但它們一般是設計用于幫助彎制厚壁管的。它們不具備彎薄壁管所需的精確控制和獨立液壓。
如管壁太薄以致要被夾模弄扭曲或因夾模的壓力而坍陷,應使用一個管塞。它也通過減小夾緊的壓力幫助消除打滑。管塞必須大小合適。它位于夾緊區域,在夾模閉合之前,且要在壓模打開前拿掉。還有擴展管塞。其優點在于裝卸方便。它們是設計用于各種管壁或管壁不同而外徑相同的管材。
所用潤滑油的質量和數量相當重要。一種潤滑油不會在所有材料上都表現一樣好。提倡鋼和鋁用不同的潤滑油。因為氯的含量高而與管子內壁有反應,一些很好的潤滑油不允許用于航天。需要努力研發專用潤滑油。
可以在芯棒和管子內壁加很多潤滑油。潤滑油必須涂滿管子的內壁。為了經濟地均勻涂抹潤滑油,開發了一種熱噴法。該方法對稠密的潤滑油加熱(至約250度)加壓,使它如霧狀噴下涂滿整個管子。
彎管最要緊的三點就是:機器,操作員和工裝。所有三個方面都必須完好以彎小半徑的薄壁管。許多廠仍靠操作員來補償壞工裝。不好的工裝將導致廢時的調整,浪費昂貴管材,彎壞管子和無法彎出符合要求的彎。有實力的彎管機用戶知道低價劣質的工裝將使他們付出最大的代價。互鎖式的工裝是最理想的彎管工裝。成套的互鎖式工裝雖然是為數控彎管機開發并大獲成功的,但已證明用于傳統機床也很好。成套工裝的每一件依次鎖定。夾模鎖定彎模,防皺板鎖定壓模,壓模再鎖定彎模。
現場報告已經證實了互鎖式工裝的諸多優點。夾模以其可得到的所有液壓壓力也不會撞管子,甚至不會有劃痕,從而提供大大增加的夾緊性能。彎模和壓模在管子上下的劃痕將完全消除。在例23中,設置的時間平均為傳統工裝的1/3。與先前使用傳統工裝的相比,廢品減少32%。
5件工裝(彎模、壓模、防皺板、芯棒和夾模)必須都是小公差的優質工裝。彎模在彎槽的底部是個最大誤差,總共不大于.001的要求。彎槽深應大于管徑的一半,以幫助防止工裝在管子上下的劃痕。彎槽應絕對是圓形,并且直徑中應計算管子直徑10%的壁厚。除非有夾板或其它工藝如擴徑,滾邊等,夾模區域應是管子直徑的3到6倍,噴砂處理或粗糙表面。夾模區域的直徑不可小于壁厚的10%。應盡量減少夾緊或收縮的間隔。為在右手機和左手機上都可以使用彎模,通常在模的兩面都做安裝孔和鍵槽。兩面都要保持中心線高度。
有4種基本彎模式樣A,B,C和D(見圖15)。每一種都為不同的要求而設計:A型是為1×D半徑180度的彎,B型是為1×D半徑90度的彎,C型是為1-1/2×D半徑180度的彎,D型是為2×D半徑180度的彎。
壓模槽的直徑為稍大于所彎管子的外徑。它兩端之間的厚度差異必須小于.0005。厚度的變化會導致夾住或突然前沖。用優質合適的工裝,只需要用很小的壓力。用一根實心棒可以幫助設置壓模。松開固定裝置直到調節螺栓可自由轉動,所要做的是根據實心棒調節壓模螺栓并保持壓力。壓模壓力過大將增加管子變薄,在管子上產生劃痕并引起回彈。
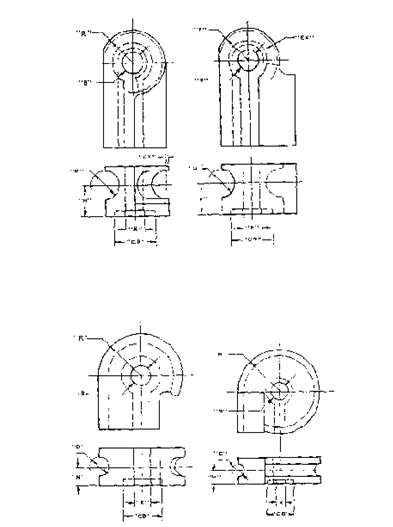
圖15 各種彎模
防皺板的準確性最為重要。管子所劃過的槽要稍稍大于管子的外徑――最適合的是為管壁10%。槽應非常光滑,并以稀油潤滑。在這一區域的油圖16
太多或太厚都會引起皺折。防皺板同槽必須有85%的接觸,并且離切點退后15到20度。如防皺板在這一點不被彎模支持,它會從芯棒回彈,引起管子折皺。
與所彎的管子直徑相同的實心棒可使防皺板達到合適的配合。棒由夾模控制時,防皺板由棒輕推到最前部,保護防皺板固定裝置。可從壓模帶回防皺板平的那頭,使拉力達到最小。為檢驗斜度,夾模槽的中心有一條直的邊,直到防皺板后部。此水平的邊應盡量接近切點。用Ampco青銅做的防皺板還有助于減少拉力防止磨傷(見圖17)。4130制成的防皺板已被證明非常成功,其磨損
大大小于低碳鋼和Ampco青銅做的防皺板。只需用一點點優質的潤滑油。過多的油會導致皺折。
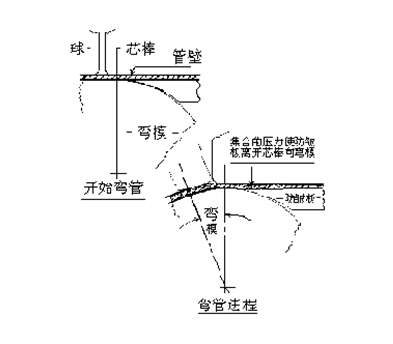
圖17
使用萬向彎球芯棒應有一個不大于管壁10%的間隔。芯棒上應有足夠多的球以在整個彎管過程中撐圓管子。去除球之間的空隙(或斜度)是很必要的。當充分使用多個芯棒球來減少夾緊可以產生的干擾時,球間的空隙(斜度)小,則芯棒桿上第一個球將密切地支持彎的外面和里面。
Ampco青銅常常應用于不銹鋼,以減少摩擦。鋁、銅等非鐵的材料建議使用含鉻的硬鋼。芯棒的設置由用戶和所彎的半徑決定。帶有所彎半徑模塊將有助于決定萬向彎球芯棒的開始位置(見圖18)。要使芯棒產生最大的效用,芯棒桿必須超過切點。
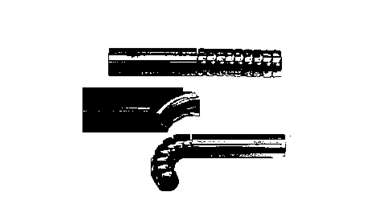
圖18
我們試圖將事實和現代有效的實踐與錯誤的概念和陳舊的方法加以區分。不可否認總會有與所提建議相背的特例。這里所討論的新技術和系統的發展還將繼續進步。
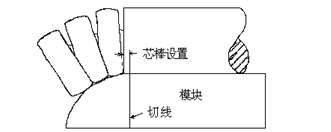
圖19 典型彎管工裝
附錄——查錯
可能引起管子斷裂的情況:
A. A. 芯棒的柔軟和延伸率不夠。
B. B. 管件在夾模中滑動。
C. C. 壓模太緊-使拉力過度。
D. D. 在球與球之間芯棒起皺或卡住。
E. E. 夾模壓住芯棒的球。
F. F. 潤滑不當或不夠。
G. G. 芯棒太靠前。
可能引起管子皺折的情況:
A. A. 管件在夾模中滑動。
B. B. 芯棒不夠靠前。
C. C. 防皺板在彎模中的位置不對。
D. D. 防皺板磨損或配合不當(圖16)。
E. E. 芯棒與管子的間隔太大(圖8)。
F. F. 壓模上的壓力不夠。
G. G. 潤滑不當或過多。
注意:
流動阻力小的芯棒更不易引起皺折。如,3/8 O.D.×.020壁厚304型能不用防皺板彎到2×D半徑,而AM350CRES不銹鋼彎3×D以下半徑都要用防皺板。防皺板要與彎模合適,其前部應盡量接近切點。彎小半徑管件的最大問題是使材料成型而不變形。防皺板磨損或配合不當常常會造成變形。


